Грохоты
Грохоты содержит комплектующие узлы и детали которые можно купить в Москве, Челябинске, Санкт-Петербурге, Екатеринбурге, Новосибирске, Казани, Уфе, Нижневартовске, Иркутске, Красноярске, Перми, Тюмени и Нур-Султан в компании Машсервис. Онлайн каталог содержит информацию о разделе, входящих в состав комплектующих узлах, описание, технические характеристики, оптовые и розничные цены, наличие запчастей на складе и стоимость доставки. Постоянным клиентам делаем цены ниже рыночных, прямые поставки от ведущих заводов производителей с сохранением гарантии.
Уточняйте описание и технические характеристики, оптовые и розничные цены, наличие товара на складе, стоимость доставки в ваш регион у поставщика ООО Машсервис. Отправьте свое сообщение через мессенджеры Telegram - Whatsapp - наши менеджеры готовы помочь с выбором качественных запчастей, ответят на самые сложные вопросы, дадут рекомендации. Подберите товар на сайте и купите его в интернет магазине Машсервис по выгодной цене 2024 года. Ждем ваших обращений.
Повышение эффективности и производительности технологических и производственных процессов в горно-обогатительной, строительной, энергетической и других отраслях является целью совершенствования конструкции применяемого в данных процессах оборудования. Неотъемлемой частью рабочих процессов в перечисленных выше областях применения являются измельчительно-сортировочные операции, выполняемые над твёрдым сыпучим сырьём, применяющимся, например, в качестве наполнителя, топлива, дренажного субстрата, исходного материала для дальнейшего производства и др.
Настоящий технический обзор посвящён обогатительным агрегатам, выполняющим операцию разделения сыпучего сырья на классы по показателю крупности, т. е. по признаку средневзвешенного значения размера частиц, путём просеивания через систему сит (решет). Данная операция носит наименование грохочения, а технологические комплексы, выполняющее указанную операцию называются грохотами.
Процесс грохочения является многофункциональной технологической операцией и применяется практически на всех стадиях производств по обогащению полезных ископаемых. Причём, данная операция может применяться на нескольких стадиях в рамках одного производственного процесса и в составе одного технологического комплекса. С функциональной точки зрения процесс грохочения можно разделить на следующие виды: вспомогательное, подготовительное, самостоятельное, с целью обезвоживания (обесшламливание), избирательное.
Вспомогательное грохочение применяется в производствах по обогащению полезных ископаемых перед стадией обработки в дробильных агрегатах. Целью данного процесса является выделение готового по показателю крупности материала из общего гранулометрического состава исходного сырья. Применение вспомогательного грохочения на данном этапе обогащения материалов позволяет оптимизировать временные и энергетические затраты на дробление, обеспечивая поступление в дробильный агрегат только материала, для которого требуется данный вид переработки.
Такой вид вспомогательного грохочения называется предварительным. Также, вспомогательное грохочение применяют для контроля гранулометрического состава готового продукта на выходе дробильного агрегата. Данная операция чаще всего применяется в составе крупных технологических комплексов по обогащению полезных ископаемых, обеспечивая производство высококачественного измельчённого материала с высокой степенью однородности гранулометрического состава. Представленный вид вспомогательного грохочения называют контрольным.
При вспомогательном грохочении от основного продукта дробления отделяется переизмельчённая фракция и часть материала, превышающая по показателю крупности требования, предъявляемые к готовому продукту. Отделённая таким образом фракция при помощи, например, конвейера или питателя (в зависимости от конструкции конкретного изделия) отправляется на повторный цикл переработки в дробильный агрегат.
Подготовительное грохочение выполняется при подготовке исходного материала к дальнейшей переработке. В данной технологической операции производится сортировка сыпучего сырья на классы крупности, каждый из которых будет использован в следующих ступенях переработки: дроблении, помоле, химической или термической обработке и т.д. Применение подготовительного грохочения, как процесса корректировки гранулометрического состава под технологические требования дальнейших процессов переработки, на различных обогатительных и других производствах позволяет значительно снизить удельные энергетические и временные затраты на переработку конкретного материала.
Самостоятельное грохочение является заключительной стадией переработки сыпучих материалов и полезных ископаемых и выполняет функцию сортировки готового продукта на классы крупности. Обработанный таким образом продукт направляется непосредственно потребителю. Рассматриваемый вид грохочения может являться как частью многофункционального обогатительного комплекса, так и самостоятельной операцией, выполняемой отдельной технической единицей.
Грохочение с целью обезвоживания перерабатываемого материала (обесшламливание) применяется для первичного отделения воды от продуктов обогатительного производства. При обогащении полезных ископаемых в минеральных суспензиях в процессе рассматриваемого вида грохочения от перерабатываемого материала попутно с отделением воды происходит отсев кондиционной суспензии и отмыв с поверхности частиц полезного ископаемого остатка утяжелителя.
Настоящий технический обзор охватывает инерционные грохоты серий ГИЛ, ГИС и ГИТ. Выполненное описание позволяет оценить широкий функционал операции грохочения, что обусловливает большое количество конструктивных исполнений грохотов, характеризуемых рядом параметров и показателей. Далее рассмотрены вопросы конструкции и особенностей работы грохотов, применяемых в современных обогатительных и других производственных процессах.
Конструкция и принцип действия грохотов ГИЛ, ГИС, ГИТ.
Принцип работы промышленных грохотов ГИЛ, ГИС, ГИТ заключается в просеивании сыпучего материала, представляющего собой смесь различных по крупности частиц, через систему сит, решет и других просеивающих элементов. Просеивание происходит под действием совокупности силы тяжести, действующей на частицы материала и вынуждающей силы, создаваемой исполнительным механизмом грохота. Оставшийся на сите материал поступает на отгрузку в отдельный бункер или другое устройство хранения.
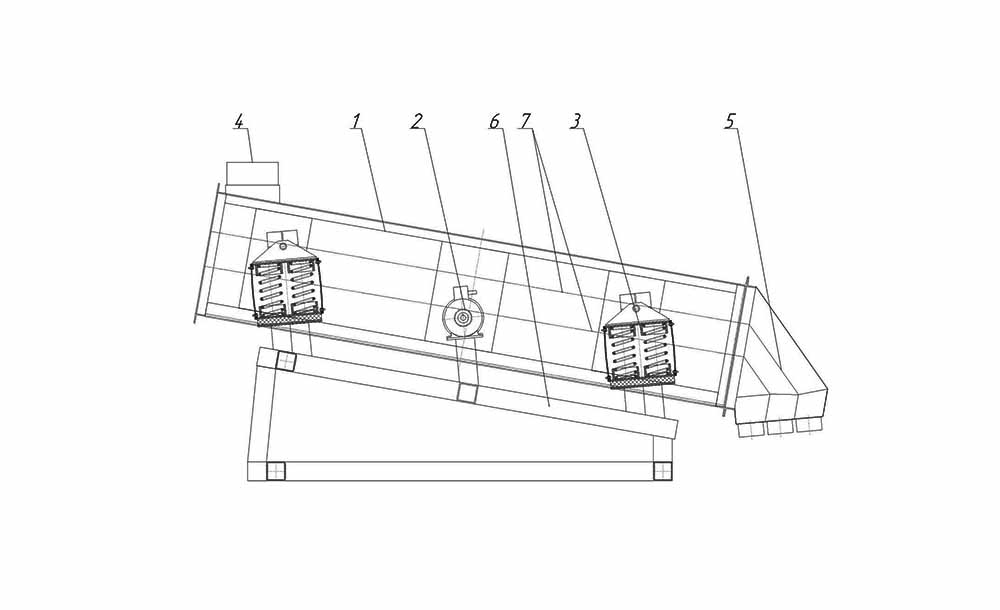
Инерционный грохот представляет собой сложную электромеханическую систему состоящую из следующих узлов:
- короб;
- просеивающие поверхности;
- блоки упругих опор;
- электрический привод;
- дебалансный возбудитель;
- механическая передача;
- разгрузочный узел.
Короб инерционного грохота выполняет функцию опоры для установки комплекта просеивающих поверхностей, для чего на его внутренней поверхности оборудованы места для фиксации. Одновременно короб инерционного грохота является корпусом, выполняющим функцию ограждения пространства грохочения, предотвращая выход перерабатываемого материала за пределы рабочей зоны и обеспечивая безопасность персонала, работающего с рассматриваемым оборудованием. Конструктивно короб представляет собой сборочную единицу, состоящую из листовых деталей, соединяемых между собой сварным способом, болтовыми соединениями или при помощи заклёпок.
На современных промышленных инерционных грохотах применяется широкий спектр типов просеивающих поверхностей, различающихся по конструкции и материалу, из которого эти узлы изготавливаются. Тип применяемых просеивающих поверхностей выделен в качестве классификационного признака грохотов различных конструкций и типов наряду с такими конструктивными особенностями как подвижность и неподвижность просеивающих поверхностей или параметры движения, обеспечиваемые механизмом, создающим вынуждающую силу.
В качестве просеивающих поверхностей в современных инерционных грохотах применяются сита и решета различных конструкций, а также, колосниковые решётки.
Проволочные сита, являющиеся одним из наиболее распространённых типов применяемых просеивающих поверхностей, изготавливаются из стальной, латунной, бронзовой, медной или никелевой проволоки различного диаметра (в зависимости от типа грохота) с квадратными, прямоугольными или щелевидными отверстиями. В современном сортировочном оборудовании размер отверстий применяемых проволочных сит лежит в диапазоне значений от 0,04 до 100 мм. Наиболее распространёнными в данной разновидности просеивающих поверхностей являются тканные сита с квадратными отверстиями и сборные сита со щелевыми поверхностями.
Следует отметить, что проволочные сита по функциональному назначению применяются не только в промышленной сортировочной технике, но и в лабораторном и экспериментальном оборудовании, используемом для испытаний образцов сыпучих полезных ископаемых на предмет анализа гранулометрического состава. В данном случае к рассматриваемым ситам предъявляются более жёсткие требования в части допустимых отклонений размеров просеивающих отверстий.
Размеры отверстий проволочных сит являются стандартизированным показателем.
По технологии изготовления различают просеивающие сита в виде тканных сеток, сборные сита из проволоки рифлёного типа и сварные сита.
Широко распространены в современных грохотах листовые решета - просеивающие поверхности, представляющие собой перфорированные металлические листы. Отверстия могут быть как штампованными, так и просверленными. Геометрическая форма отверстий зависит от функционального назначения грохота. Преимуществом просеивающих поверхностей данного типа является простота изготовления (особенно в случае штампованных решет), однако, данные решета обладают сравнительно небольшим (до 700 часов непрерывной работы) сроком службы, что необходимо учитывать при формировании производственной линии. Одним из технических решений по продлению срока службы листовых решет является наплавка твёрдого сплава на рабочую поверхность листа и кромки перфорированных отверстий.
Более дешёвой альтернативой листовым решетам являются просеивающие поверхности, изготавливаемые из резиновых смесей. Резиновые решета представляют собой отдельные секции, выпускаемые методом штамповки в пресс-формах. Благодаря применению специализированного полимерного состава, просеивающие поверхности рассматриваемого типа обладают довольно высоким сроком службы (в среднем до 2000 часов непрерывной работы), менее подвержены засорению частицами просеиваемого материала, благодаря упругим свойствам резиновой смеси, и способствуют значительному снижению акустического воздействия работающего грохота на окружающую среду.
В инерционных грохотах, выполняющих процессы мелкого грохочения, широкое распространение получили просеивающие поверхности, подобные по конструкции колосниковым решёткам. Данные изделия получили название шпальтовых решет. Они изготавливаются из отдельных элементов, между которыми обеспечиваются продолговатые (щелеобразные) отверстия. Продольные элементы, образующие решетчатую структуру, изготавливаются из проволоки фасонного сечения, например, по ГОСТ 9074-85. Просеивающий элемент рассматриваемой конструкции представляет собой плоскую карту с гладкой рабочей поверхностью, набираемую из отдельных продольных элементов и соединяемых между собой в поперечном направлении.
Широко применяются (преимущественно в крупном грохочении) в современной сортировочной технике просеивающие поверхности на основе колосниковых решёток. В зависимости от конструкции и особенностей работы конкретной модели грохота колосниковая решётка может представлять собой сборочную единицу, набираемую из отдельных колосников, либо цельную деталь, отливаемую из износостойкой стали марки 110Г13. Для грохочения материалов, находящихся в нагретом состоянии, литые колосниковые решётки изготавливаются из жаропрочной стали.
Оптимальные условия для грохочения создаются при применении колосниковых решёток с трапециевидной формой сечения колосника. При этом, колосник располагается в решётке узким основанием трапеции вниз. Такое расположение обеспечивает расширение щелей просеивающей поверхности в вертикальном направлении, что является техническим решением по предотвращению засорения последней просеиваемым материалом.
Дополнительно, в целях предотвращения заклинивания частиц просеиваемого материала между колосниками, что приводит к засорению просеивающей поверхности и снижению производительности оборудования, в конструкции решёток обеспечивается переменная ширина щелей в продольном направлении. В ряде случаев для обеспечения указанных свойств колосниковой решётки применяется веерооборазная конструкция. В литых колосниковых решётках изменение ширины щели достигается уменьшением площади сечения самих колосников в продольном направлении. Такое решение обусловлено упрощением технологии изготовления модели для литья.
Исполнительный механизм инерционного грохота в процессе работы совершает колебательное движение. За обеспечение колебательного движения в конструкции рассматриваемого агрегата отвечают блоки упругих опор. Основной их функцией является обеспечение упруго-диссипативной связи между коробом грохота и жёсткой опорой, которой может быть как специально предусмотренный конструктив производственного сооружения, в котором работает грохот, так и опорная конструкция (например, рама), входящая в конструктив самого грохота.
Блоки упругих опор представляют собой системы параллельно соединённых пружин сжатия цилиндрического типа. Следует отметить, что данные элементы определяют упруго-диссипативные свойства всей электромеханической системы грохота, которая состоит из электропривода и исполнительного механизма.
Движение исполнительного механизма инерционного грохота обеспечивается при помощи электрического привода, главным элементом которого является асинхронный электродвигатель с короткозамкнутым ротором. Применение именно такого типа приводного электродвигателя обусловлено простотой его конструкции, а, следовательно, невысокой ценой и удовлетворительными показателями надёжности. Также, следует отметить, что асинхронные электродвигатели общепромышленных серий, например, АИР, 4А, 5АМ выпускаются в исполнении IP54 и IP55, что обеспечивает им защиту от пыли, образованием которой сопровождается грохочение. Указанное особенно актуально в случае работы с материалами, образующими воспламеняемую или токопроводящую пыль, в качестве примера можно привести каменный уголь. В указанном случае исполнение IP становится одним из определяющих факторов в обеспечении безопасности.
Управление электрическим приводом осуществляется как от релейно-контакторных схем, выполняющих отработку алгоритма коммутации статорных цепей приводного электродвигателя к трёхфазной промышленной сети переменного тока 380 В/50 Гц, так и по схеме «преобразователь частоты - асинхронный электродвигатель». Последняя схема имеет широкий функционал по преодолению тяжёлых условий запуска электропривода, управлению производительностью грохота, обеспечению защиты электрооборудования от работы в нерасчетных режимах и т. д. Особенности работы рассмотренной схемы управления зависят от функционала применяемого преобразователя частоты.
Необходимые параметры колебательного движения рабочих органов инерционных грохотов обеспечиваются функционированием дебалансного возбудителя. Дебалансный возбудитель представляет собой вал, на одном или обоих концах которого (в зависимости от конструкции виброузла) устанавливаются дебалансные элементы и на одном конце вала смонтирован шкив для передачи рассматриваемому механизму кинетической энергии вращения от приводного электродвигателя через клиноременную передачу.
Дебалансные элементы чаще всего изготавливаются в виде круговых секторов из металла и выполняют функцию изменения закона распределения массы вибромеханизма относительно оси вращения вала в сторону повышения неравномерности, что обусловливает появление динамического момента при вращении такой конструкции. Опорой для дебалансного возбудителя является короб грохота, в который для этой цели устанавливаются опорные подшипники. Рассматриваемая конструкция позволяет регулировать амплитуду и частоту колебаний, создаваемых виброузлом. Это выполняется путём установки на вал дебалансных элементов различных инерционных показателей и изменением взаимного углового расположения дебалансных элементов, установленных на противоположных концах вала возбудителя.
Сообщение вращательного движения от приводного электродвигателя к исполнительному механизму инерционного грохота обеспечивается при помощи механической передачи. В конструкции рассматриваемых грохотов применяется клиноременная передача с передаточным коэффициентом, зависящим от конструкции и функционального назначения конкретной модели. Применение клиноременной передачи обосновано характером динамических процессов в исполнительном механизме, а именно, наличием высоких динамических нагрузок, резко изменяющимся моменте нагрузки на валу электродвигателя, возможностью возникновения резонансных процессов.
Для сортировки просеянного материала на выходе из грохота, разгрузочный узел последнего оборудован системой сбора и распределения просеянного материала по классам крупности. Система представляет собой набор кожухов с выводом в виде трубы или гибкого рукава. Количество кожухов соответствует количеству просеивающих ярусов в конкретной модели грохота. Кожух механически связан с коробом и полностью перекрывает пространство между двумя соседними ярусами просеивания, исключая таким образом возможность смешивания просеянного материала на выходе. Попадая в кожух, продукт грохочения через трубчатый вывод отгружается в отдельный бункер или в отведённое место на открытой производственной площадке.
Эксплуатация грохотов ГИЛ, ГИС, ГИТ
Основными условиями для надёжного и эффективного функционирования грохотов являются: равномерная подача и распределение материала по всей просеивающей поверхности, правильное и равномерное натяжение сит при установке, чистое состояние сит и своевременное техническое обслуживание деталей и узлов исполнительного механизма.
Типовым техническим решением по обеспечению равномерности распределения просеиваемого материала по просеивающей поверхности является изготовление последней с небольшой выпуклостью от центральной части к краям, что в значительной степени препятствует скапливанию просеиваемого материала на отдельных участках сита.
Большое внимание при техническом обслуживании подвижных грохотов уделяется их балансировке. Правильная балансировка позволяет избежать работы исполнительного механизма на резонансных частотах, что в свою очередь позволяет не допустить возникновения в механических узлах динамических нагрузок, не допустимых по условиям эксплуатации данного оборудования.
Смазка движущихся элементов грохотов производится густыми смазочными материалами, в соответствии с регламентом технического обслуживания – один раз в смену. Таким образом, обеспечивается защита деталей и узлов механической части от перегрева и повышенного износа, которые могут привести к преждевременному выходу механизма из строя и аварийной остановке оборудования.
Так как чаще всего грохоты работают в составе производственных линий, их запуск в работу и остановка строго регламентированы в целях исключения повреждения другого оборудования, входящего в состав комплекса. Пуск грохота может быть произведён только после пуска агрегата, выполняющего приём продуктов грохочения, чтобы не допустить завала указанного оборудования. Подачу просеиваемого материала на рабочие поверхности грохота допускается начинать только после выхода исполнительного механизма грохота в установившийся режим работы.
Очевидно, что грохот, представляющий собой колебательную динамическую систему с упруго-диссипативными элементами, имеет несколько собственных частот. При совпадении частоты вибрации грохота с собственной частотой неизбежно проявляются резонансные процессы, характеризующиеся резким (в ряде случаев - неограниченным) возрастанием амплитуды колебаний. Данное явление может вывести грохот в нерасчетный режим работы, что может привести к выходу его из строя с серьёзными повреждениями механического оборудования.
Основным методом ограничения воздействий резонансных процессов на грохот при его запуске является максимально быстрый вывод его исполнительного механизма на рабочую частоту, что позволяет «пройти» собственные частоты рассматриваемого механизма за короткий промежуток времени. В данном случае решающую роль играет инерционность движущихся элементов грохота, которая не позволит развиться резонансу в случае достаточно короткого промежутка времени работы на собственной частоте механизма.
Современная силовая преобразовательная техника позволяет бороться с резонансными явлениями при помощи специальных режимов запуска асинхронного электродвигателя при построении электропривода грохота по структуре «преобразователь частоты - асинхронный электродвигатель». Современные преобразователи частоты позволяют выполнить запуск двигателя в режиме пропуска частот. Таким образом, задав для указанного режима требуемые значения частот пропуска, можно обеспечить вывод механизма грохота на заданную рабочую частоту с требуемой интенсивностью, что положительно сказывается на ресурсе механических элементов.
Спецпредложение
Мы купим у вас

Товары со скидкой
 (36 отв)")

")


{kind=link}
Напишите нам / Оставьте заявку
Головной офис г. Челябинск, ул. Изобретателей, дом 54.
Режим работы: Пн-Пт с 9:00 до 17:00 часов. Время МСК+2.
ИНН: 7452150212 / ОГРН: 1197456010696 / КПП: 74520100196
Информация на сайте не является публичной офертой.